Welding
1.The nature of the welding process determines that an acceptable connection will exhibit the same characteristics for all three levels;
2.Unacceptable connections are likely to be rejected for all three levels;
3.The type of welding process used has been specified in the appropriate description of the connection requirements;
4.Whichever of the following welding methods is used, the connection requirements apply:
? Soldering Iron
? Impedance Welding Equipment
? Wave or Wafer Welding
? Reflow soldering
? Through Hole Reflow Welding
5.Exceptionally, there are some special welding surface treatments that require the establishment of different special acceptance conditions, which are not shown in the IPC-A-610F.
? Immersion Tin
? Palladium
? Gold
Such special conditions should be based on design, process capability and performance requirements;
6.The main difference between the process of using tin-lead alloys and the solder connections produced by using lead-free alloys is:
? The appearance of solder joints
? This standard provides visual inspection requirements for tin-lead and lead-free connections;
? The legend that specifically refers to the lead-free connection will be identified by the symbol in Figure 5-3.
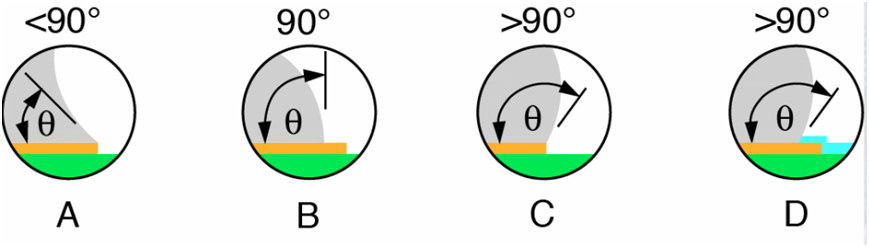
7. Lead-free alloys are more likely to show:
? Rough surface (grain or gray)
? Larger wetting angle
? Other requirements for solder filling are the same
8. Typical tin-lead connections
? Satin-like moist surface
? Smooth appearance
? Present lubrication
? Concave surface formed between objects to be welded
? High-temperature solder, may be dry-like
? Modify (rework) must be judged to prevent other problems


